






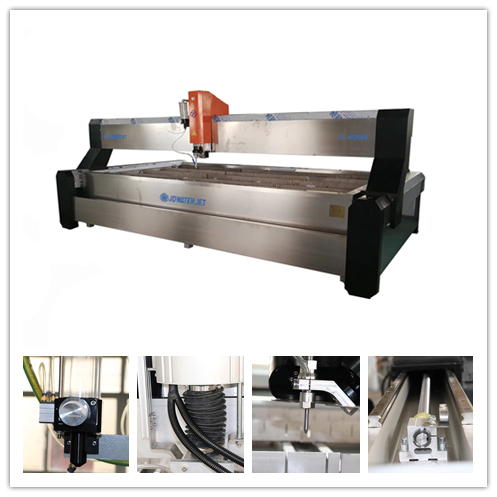
“Junda” suw pyçagy bilen kesiji enjam suw pyçagy bilen kesiji enjam bolup, adatça suw pyçagy diýlip atlandyrylýar. Ylmyň we tehnologiýanyň ösmegi bilen bu sowuk kesiji usul has köp pudaklarda ulanylar. Suw bilen kesmegiň nämedigi barada gysgaça maglumat şu ýerde.
suw çüwdürimini kesmek prinsipi
Suw çüwdürimi bilen kesmek täze sowuk işleme tehnologiýasydyr. Erbet şertlerde ulanylyp bilner, feýerwerkler gadagan edilýär, giňden ulanylýar. Suw çüwdürimi bilen kesmek tehnikalaryň, elektronikanyň we kompýuterleriň utgaşmasydyr. Ähli awtomatiki dolandyryş tehnologiýasynyň ýokary tehnologiýaly üstünlikleri soňky ýyllarda işlenip düzülen täze material gaýtadan işlemek usulydyr.
Suw çüwdürimli kesişiň prinsipi, kesiji abraziw bilen belli bir ýokary basyşly arassa suw ýa-da şlam ulanmakdan ybarat bolup, kesiji burun arkaly ýokary dykyzlykly täsir güýji bilen inýeksiýa suwuklyk sütüninden geçýär we kesiş üçin gönüden-göni täsir edilýär. Dürli suw basyşyna görä, ony pes basyşly suw çüwdürimli kesiş we ýokary basyşly suw çüwdürimli kesiş diýip bölmek bolýar.
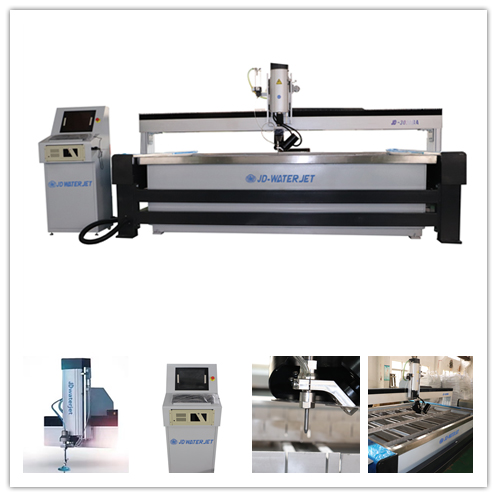
suw jetini kesmek aýratynlyklary
Suw jetli kesiş tehnologiýasy aşakdaky aýratynlyklara eýedir:
(1) Kesýän suw şırnagynyň basyşy uly. Suw şırnagynyň basyşy onlarçadan ýüzlerçe megapaskallara çenli bolup, bu sesiň tizliginden 2-3 esse ýokarydyr, bu bolsa zatlary kesmek üçin şırnagyň uly energiýa dykyzlygyny döredýär. Iş böleginiň kesiş temperaturasy örän pes, umumy temperatura 100℃-den geçmeýär, bu bolsa beýleki termal kesiş prosesleri bilen deňeşdirilende iň uly artykmaçlykdyr. Bu bolsa kesiş böleginiň deformasiýa mümkinçiligini, kesiş böleginiň ýylylyk täsir edýän zolagyny we dokumalaryň üýtgemeginiň mümkinçiligini aradan aýyrýar. Ony deňiz nebit buraw platformalary, nebiti gaýtadan işleýän zawodlar, uly nebit çelekleri we nebit we gaz turbalary ýaly feýerwerkleriň berk gadagan edilen ýerlerinde howpsuz we ygtybarly ulanyp bolýar.
(2) suw çüwdürimli kesişiň kesiş hili örän gowy, kesiş ýüzi tekiz, burr we oksidlenme galyndysy ýok, kesiş aralygy örän dar, arassa suw bilen kesiş bilen, adatça 0,1 mm aralygynda gözegçilik edilip bilner; 1,2-2,0 mm aralygynda belli bir kesiş abraziwini goşuň, kesiş ikinji gezek işlenmäge mätäç däl, gaýtadan işlemek prosesini ýönekeýleşdiriň.
(3) Kesiji ekranyň diapazony deňeşdirme boýunça giň. Suw pyçagy bilen kesmegiň galyňlygy giň, iň ýokary kesiş galyňlygy 100 mm-den ýokary bolup biler. Galyňlygy 2.0 mm bolan ýörite polat plitalar üçin kesiş tizligi 100 sm/min-e ýetip biler. Suw çüwdürimi bilen kesiş tizligi lazer bilen kesmekden birneme pes bolsa-da, kesiş prosesinde köp kesiş ýylylygyny öndürmeýär, şonuň üçin amaly ulanylyşda suw çüwdürimi bilen kesmegiň has köp artykmaçlyklary bar.
(4) Kesýän obýektleriň giň görnüşi. Bu kesiş usuly diňe metal we metal däl kesmek üçin däl, eýsem kompozit materiallary we termo materiallary gaýtadan işlemek üçin hem amatlydyr.
(5) Ajaýyp iş gurşawy suw çüwdürimli kesiş prosesi, radiasiýa ýok, çaýkalýan bölejikler ýok, tozanyň uçmagynyň öňüni alýar, daşky gurşawy hapalamaýar. Birmeňzeş üwürtme suw çüwdürimli kesiş, aşyndyryjy tozan we çipler hem suw akymy bilen gönüden-göni kollektora ýuwulyp, operatoryň saglygyny üpjün edip bilýär, ýaşyl gaýtadan işlemek diýip atlandyrylyp bilner. Suw çüwdürimli kesişiň artykmaçlyklary sebäpli, onuň awiakosmosda, atom energiýasynda, nebitde, himiýa senagatynda, suwasty inženerçilikde we gurluşyk senagatynda giň ulanylyş mümkinçilikleri bar.
Ýerleşdirilen wagty: 2022-nji ýylyň 1-nji iýuly


